
抽象的な
機器のスペースが狭く、熱伝達目標が増加し続ける場合、円形チューブが常に最適であるとは限りません。角管新しいレイアウト オプションのロックを解除し、パッキング密度を向上させ、コンパクトなアセンブリへの統合を簡素化できますが、これはそれらを正しく指定した場合に限られます。この記事では、どの材料を選択するか、寸法と公差をどのように定義するか、成形や接合中に漏れや歪みを防ぐ方法、生産前に品質を確認する方法など、購入者が実際に直面する実際的な質問を詳しく説明します。また、「アイデア」から自信を持って購入仕様に移行するのに役立つ選択チェックリスト、比較表、FAQ も掲載されています。
目次
購入者が次のものに切り替えることはほとんどありません角管見た目が違うというだけで。通常、切り替えは、次の問題点のいずれかが避けられなくなったときに発生します。
とはいえ、長方形の形状には管理が必要なリスクも伴います。角部の壁の薄化、溶接時の歪み、チューブを平面に対してシールする必要がある場合の寸法の厳密化などです。幸いなことに、ほとんどの失敗は形状そのものではなく、不明確な仕様に起因するということです。
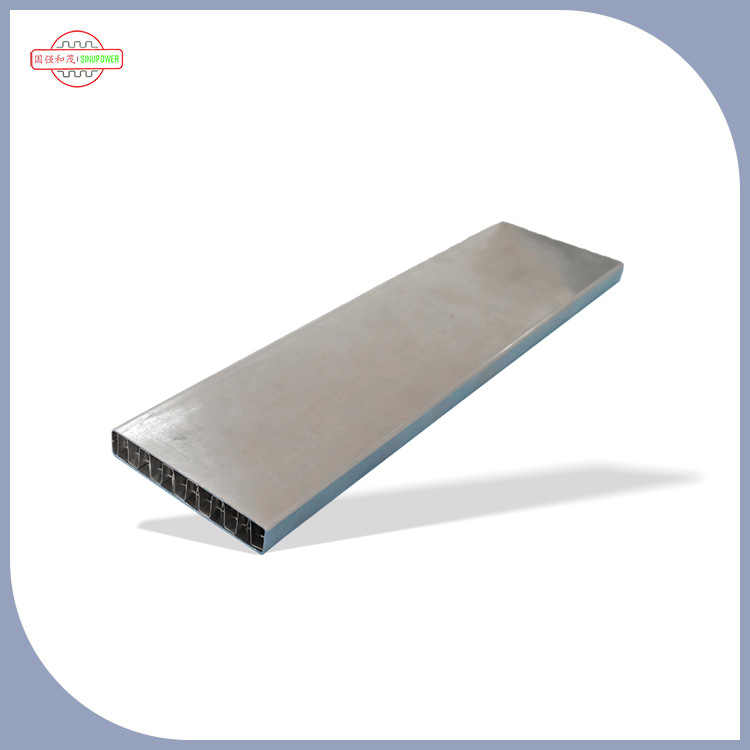
角管特にアセンブリがコンパクトで堅牢で、統合が容易である必要がある場合に、多くの熱伝達システムや産業システムに現れます。
通常、問題が始まる場所
あなたが望むなら角管予想通りのパフォーマンスを発揮するには、購入品を一般商品ではなく、機能コンポーネントのように扱います。強力な仕様には通常、次のものが含まれます。
実用的なヒント: チューブをガスケット、プレート、またはヘッダー スロットと嵌合する必要がある場合は、簡単な図面または「ゴー/ノーゴー」ゲージの定義を含めてください。この 1 ステップで、ほとんどの「合わない」という事態を防ぐことができます。
多くの購入者は、「どの合金が最適ですか?」と尋ねることから始めます。より良い質問は、「どの素材が最適であるか」です。私の流体、温度、接合方法、メンテナンスの実態は?」のために角管、正解は、耐食性、熱性能、成形性、供給安定性のバランスをとったものです。
確信が持てない場合は、起動、シャットダウン、クリーニング、仕様外のイベントなど、流体全体のストーリーを説明してください。腐食の問題は、通常の動作ではなく「まれな日」に発生することが多いためです。
長方形のプロファイルは、購入者が必ずしも予期しない現実を形成します。ご注文時の注意事項はこちら角管熱伝達アセンブリの場合:
ここで経験豊富なメーカーが重要になります。多くのバイヤーは次のようなパートナーと協力しています。Sinupower 伝熱管常熟有限公司伝熱チューブは一般的な構造チューブに比べて寛容性が低いため、小さな偏差が漏れ、圧力降下の変化、組み立ての手戻りにつながる可能性があります。
プロジェクトのリスク許容度が厳しい場合 (冷却剤の漏れ、ダウンタイムのコスト、または保証の対象となる可能性を考慮)、問題が発生しないことを期待するのではなく、注文に品質チェックを組み込んでください。
実際の購入の動き: 少量の試作バッチをリクエストし、実際の組み立てトライアルを実行します。あなたのことを確認する最速の方法です。角管実際のフィクスチャと結合プロセスで動作します。
| 決定要因 | なぜそれが重要なのか | 指定する内容 |
|---|---|---|
| コンパクトな設置面積に収まる | 長方形の形状により、無駄なスペースが削減され、パッケージングが簡素化されます。 | 外形寸法、真直度、ねじれ、長さの許容差 |
| 平らな面に対するシール | 平面度や表面状態が管理されていない場合、漏れのリスクが高まります | 平面度・ねじれ限界、表面仕上げ、端面直角度、バリ取り |
| 圧力と耐久性 | コーナーの薄化と歪みにより安全マージンが減少する可能性がある | 最小肉厚、コーナー半径、検査計画 |
| 耐食性 | 流体の化学反応と洗浄イベントが現実世界の故障を引き起こす | 材料グレード、不動態化/仕上げ、互換性に関する注意事項 |
| 大規模な製造可能性 | 試作が成功しても量産の安定性は保証されない | ロット戦略、文書化、サンプリング計画、試用バッチ |
いつもではありません。角管スペースの制約、実装密度、またはフラットサイドの統合が重要な場合に優れています。丸チューブは、曲げ、標準フィッティング、および一部の製造ルートにとってより簡単な場合があります。 「より良い」選択は、組み立て方法、許容される圧力降下、設置上の制約によって異なります。
コーナー半径、ねじれ、真直度、端部の直角度の定義が欠落していると、よく問題が発生します。チューブをヘッダー スロットに適合させたり、プレートにシールしたりする必要がある場合、これらの「二次的な」詳細が主な要件になります。
まず、スロット サイズ、挿入深さ、許容スタックなどの明確なインターフェイス定義から始めます。次に、チューブの形状(ねじれ/真直度)、端部の品質(バリ取り/直角度)、接合方法の熱歪みを制御します。多くの場合、小規模な量産前アセンブリの試用が最も早く検証されます。
圧力や疲労が問題となる場合は、最小肉厚要件 (公称値だけでなく) を尋ね、それがどのようにチェックされるかを明確にしてください。コーナーの動作は成形方法と材質によって異なります。
そう思い込むのは危険です。一部の流体は通常の動作では安定していますが、洗浄、高温イベント、または停滞時には攻撃的になります。素材を選択する際には、完全な「流動的なライフストーリー」を提供してください。角管.
一貫性、文書化、プロセス管理は価格と同じくらい重要です。寸法安定性、清浄度の期待、接合方法が最終パフォーマンスにどのように影響するかを理解しているパートナーが必要です (特にプロトタイプから量産に移行する場合)。
角管設計がコンパクトなパッケージング、予測可能な取り付け、最新の熱伝達アセンブリへの効率的な統合を必要とする場合、スマートなソリューションとなります。スムーズなプロジェクトと困難なプロジェクトの最大の違いは単純です。明確な仕様と、実際の真空管の使用方法に合わせた検証です。
新しい設計を計画している場合、または既存のアセンブリのトラブルシューティングを行っている場合は、Sinupower 伝熱管常熟有限公司は、寸法、材料、生産準備に関する実践的なガイダンスを提供してお客様をサポートします。要件から信頼できる供給計画に移行する準備はできていますか? お問い合わせアプリケーションについて話し合い、システムに合わせたソリューションを入手してください。