
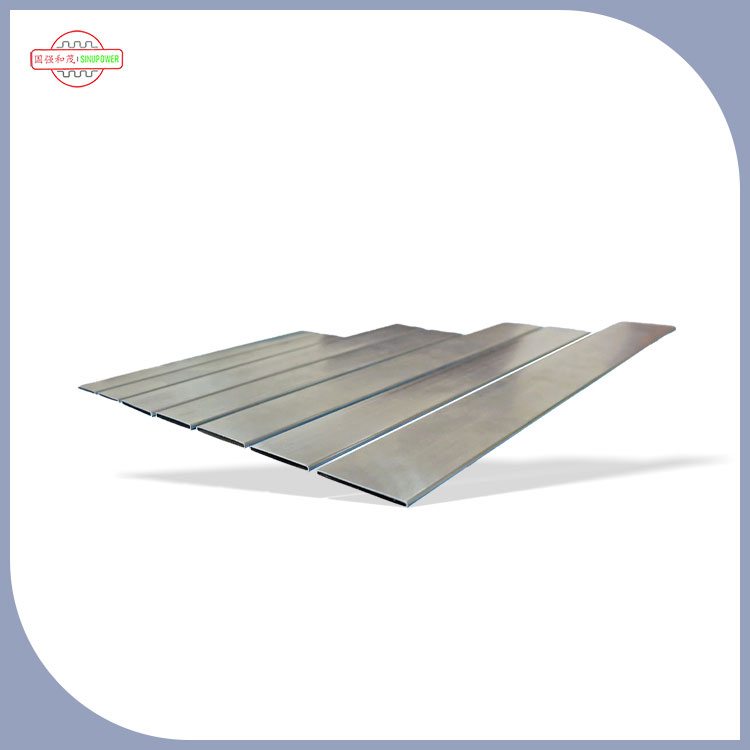
ヒーターコア用の溶接B型パイプの溶接プロセスには、通常、次の手順が含まれます。
1.溶接の準備
材料クリーニング:ステンレス鋼のワイヤーブラシ、ファイル、およびその他のツールを使用して、溶接するB型パイプの表面から油の汚れ、錆、不純物、およびその他の汚染物質を除去し、パイプ端とヘッダーの間の接続など、メタリックラスターを明らかにします。必要に応じて、アセトンなどの有機溶媒を使用して、油をさらに除去できます。
溶接材料の選択:B型パイプの材料に基づいた適切な溶接材料を選択します。たとえば、炭素鋼材料で作られたB型パイプの場合、E4303などの対応する炭素鋼溶接ロッドを選択できます。ステンレス鋼材料で作られている場合、E308-16などのステンレス鋼の溶接ロッドを選択する必要があります。
溶接装置のデバッグ:溶接機器が正常に動作しているかどうかを確認し、溶接電流、電圧、その他のパラメーターを調整します。アーク溶接装置の場合、ガス流量が適切であり、アルゴンガスの純度が99.97%を超えることを確認する必要があります。
グルーブ処理:B型パイプの直径と壁の厚さに基づいて、V字型の溝などの適切な溝形式を選択します。溝の角度、鈍いエッジ、およびジョイントクリアランスの寸法は、溶接プロセスの要件を満たす必要があります。一般に、溝の表面角は60°±5°、鈍いエッジは0-2mm、ジョイントクリアランスは2〜4mmです。
配置溶接:正確なポジショニングを確保するために、ヘッダーなどのコンポーネントを使用してB型パイプを組み立てます。配置溶接により固定されているため、配置溶接の長さと量はパイプの直径によって異なります。パイプの直径が100mm以下の場合、位置決め溶接の長さは5〜10mmでなければならず、3つ以上の位置決め溶接が必要です。パイプの直径が100mmを超える場合、位置決め溶接の長さは15mmを超えるはずです。
2.溶接操作
ボトム溶接:溝の表面で弧を開始し、弧を開始位置に持ち込み、鈍いエッジが溶けた後に溶接継ぎ目に沿って溶接します。溶接のためのアーク壊し方法または連続アーク法を使用して、溶融プールのサイズと故障状況を観察して、不完全な浸透やスラグ包含などの欠陥なしに溶接の根で良好な融合を確保することに注意してください。
溶接を塗りつぶす:ベース溶接が完了した後、塗りつぶし溶接が実行されます。特定の状況に応じて、シングルまたはマルチパス溶接を使用でき、連続アーク溶接を使用できます。ストリップ輸送方法は、三日月または鋸歯状のスイングを使用でき、振幅はレイヤーごとに層を増やす必要があります。溶接継ぎ目の幅と高さを確保し、溶接ビーズの間の溝によって引き起こされるスラグ包含を避けるために、溝の両側で少し一時停止することが重要です。
カバー溶接:溶接を覆う場合、使用される電流は溶融プールの均一な形状とサイズを維持するためにわずかに小さくする必要があります。溶接ロッドと溶接方向の間の角度は、約75°に保つ必要があります。溶接ロッドが溝の端にスイングすると、アンダーカットを避けるために一時停止する必要があります。
3.溶接後治療後
溶接クリーニング:溶接が完了した後、ワイヤーブラシや粉砕機などのツールを使用してクリーニングに使用して、スラグやスプラッシュなどの不純物から溶接の表面を迅速にきれいにします。
外観検査:溶接の外観が要件を満たしているかどうかを確認します。溶接は均一で滑らかで、毛穴、亀裂、アンダーカット、融合の欠如などの欠陥がない必要があります。溶接の余分な高さは、一般的に0〜2mmで指定された範囲内で、局所的には3mm以下である必要があります。カバー溶接の幅は、溝の開口部の両側で0.5〜2.0mm広くなる必要があります。
非破壊テスト:関連する標準と要件によれば、溶接部の内部の欠陥をチェックするために、磁気粒子試験、浸透試験、超音波検査などの溶接部で非破壊検査が行われます。
熱処理:B型パイプの材料が高合金鋼または溶接ストレスが発生しやすい他の材料である場合、または溶接プロセスが熱処理を必要とする場合、溶接継ぎの継ぎ目は、溶接ストレスを排除し、溶接船員の機械的特性を改善するために、温度、正規化など、熱処理をする必要があります。